സീറ്റ് നുരയെ സാധാരണയായി പോളിയുറീൻ നുരയെ സൂചിപ്പിക്കുന്നു, ഇത് രണ്ട് ഘടകങ്ങളുള്ള വസ്തുക്കളും അനുബന്ധ അഡിറ്റീവുകളും മറ്റ് ചെറിയ വസ്തുക്കളും കൊണ്ട് നിർമ്മിച്ചതാണ്, അവ പൂപ്പലുകളിലൂടെ നുരയുന്നു.മുഴുവൻ ഉൽപാദന പ്രക്രിയയും മൂന്ന് പ്രക്രിയകളായി തിരിച്ചിരിക്കുന്നു: തയ്യാറെടുപ്പ് ഘട്ടം, ഉൽപ്പാദന ഘട്ടം, പോസ്റ്റ് പ്രോസസ്സിംഗ് ഘട്ടം.
1. തയ്യാറെടുപ്പ് ഘട്ടം - ഇൻകമിംഗ് പരിശോധന + മിക്സിംഗ്
①ഇൻകമിംഗ് മെറ്റീരിയൽ പരിശോധന:
പോളിയെതറിലെ ജലത്തിൻ്റെ അംശവും വിസ്കോസിറ്റിയും ആവശ്യകതകൾ നിറവേറ്റുന്നുണ്ടോയെന്ന് പ്രധാനമായും പരിശോധിക്കുക.വടക്ക് ശൈത്യകാലത്ത് ഈ ഇനം വളരെ പ്രധാനമാണ്.
ഇൻകമിംഗ് മെറ്റീരിയലുകൾക്കായി സൗജന്യ നുരകളുടെ ട്രയൽ ഉൽപ്പാദനവും നടത്തുന്നു, പ്രധാനമായും അവ ഉൽപ്പാദന നില ആവശ്യകതകൾ പാലിക്കുന്നുണ്ടോയെന്ന് പരിശോധിക്കുന്നതിന് തൂക്കമുള്ളതാണ്.
②മിക്സിംഗ്:
സ്ഥാപിത ഫോർമുല അനുസരിച്ച് മിക്സിംഗ് നടത്തുന്നു, കൂടാതെ ഓട്ടോമാറ്റിക് മിക്സിംഗ് ഉപകരണങ്ങൾ നിലവിൽ ഉപയോഗിക്കുന്നു.FAW-Volkswagen-ൻ്റെ സീറ്റ് ഫോം സിസ്റ്റം രണ്ട് തരങ്ങളായി തിരിച്ചിരിക്കുന്നു: സംയോജിത മെറ്റീരിയൽ, സ്വയം മിക്സിംഗ് മെറ്റീരിയൽ.
കോമ്പിനേഷൻ മെറ്റീരിയൽ :) A+B രണ്ട് മിക്സഡ് ലായനികൾ നേരിട്ട് കലർത്തിയിരിക്കുന്നു
സ്വയം ബാച്ചിംഗ്: POLY മിക്സ് ചെയ്യുക, അതായത് അടിസ്ഥാന പോളിഥർ + POP + അഡിറ്റീവുകൾ, തുടർന്ന് POLY, ISO എന്നിവ മിക്സ് ചെയ്യുക

2. പ്രൊഡക്ഷൻ സ്റ്റേജ് - ലൂപ്പ് പ്രൊഡക്ഷൻ
സാധാരണയായി, ലൂപ്പ് ഉൽപ്പാദനം സ്വീകരിക്കുന്നത്, പ്രധാനമായും താഴെപ്പറയുന്ന വിധത്തിൽ പകരൽ, രൂപീകരണം, ഡീമോൾഡിംഗ്, പൂപ്പൽ വൃത്തിയാക്കൽ തുടങ്ങിയ നിരവധി പ്രക്രിയകളിലൂടെയാണ്:
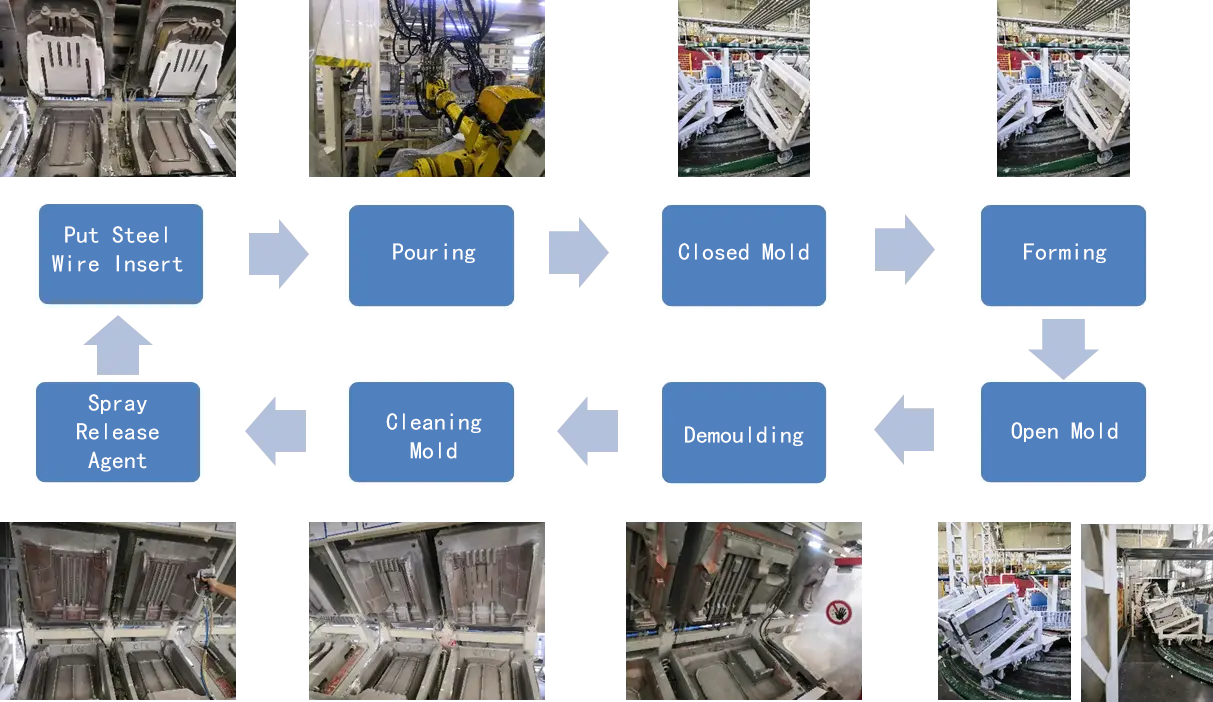
അവയിൽ, ഒഴിക്കുക എന്നത് താക്കോലാണ്, ഇത് പ്രധാനമായും പകരുന്ന മാനിപുലേറ്ററാണ് പൂർത്തിയാക്കുന്നത്.സീറ്റ് നുരയുടെ വ്യത്യസ്ത സ്ഥാനങ്ങൾക്കനുസരിച്ച് വ്യത്യസ്ത പകരുന്ന നടപടിക്രമങ്ങൾ ഉപയോഗിക്കുന്നു, അതായത്, വിവിധ പ്രദേശങ്ങളിലെ നുരകൾ പകരുന്നു, കൂടാതെ പ്രോസസ്സ് പാരാമീറ്ററുകൾ വ്യത്യസ്തമാണ് (മർദ്ദം, താപനില, ഫോർമുല, നുരകളുടെ സാന്ദ്രത, പകരുന്ന റൂട്ട്, പ്രതികരണ സൂചിക).
3. പോസ്റ്റ്-പ്രോസസ്സിംഗ് ഘട്ടം - ഡ്രില്ലിംഗ്, ട്രിമ്മിംഗ്, കോഡിംഗ്, റിപ്പയറിംഗ്, സൈലൻസർ വാക്സ് സ്പ്രേ ചെയ്യൽ, പ്രായമാകൽ, മറ്റ് പ്രക്രിയകൾ എന്നിവ ഉൾപ്പെടുന്നു
①ദ്വാരം - ഉൽപന്ന രൂപഭേദം തടയുന്നതിനും ഇലാസ്തികത വർദ്ധിപ്പിക്കുന്നതിനുമാണ് തുറക്കുന്നതിൻ്റെ ലക്ഷ്യം.വാക്വം അഡോർപ്ഷൻ തരം, റോളർ തരം എന്നിങ്ങനെ തിരിച്ചിരിക്കുന്നു.
അച്ചിൽ നിന്ന് നുരയെ വന്നതിനുശേഷം, കഴിയുന്നത്ര വേഗം കോശങ്ങൾ തുറക്കേണ്ടത് ആവശ്യമാണ്.കുറഞ്ഞ സമയം, നല്ലത്, ഏറ്റവും ദൈർഘ്യമേറിയ സമയം 50-ൽ കവിയാൻ പാടില്ല.
②എഡ്ജ് ട്രിമ്മിംഗ്-ഫോം പൂപ്പൽ എക്സ്ഹോസ്റ്റിൻ്റെ പ്രക്രിയ കാരണം, നുരയുടെ അരികിൽ ചില നുരകളുടെ ഫ്ലാഷുകൾ ഉത്പാദിപ്പിക്കപ്പെടും, ഇത് സീറ്റ് കവർ ചെയ്യുമ്പോൾ രൂപത്തെ ബാധിക്കുകയും കൈകൊണ്ട് നീക്കം ചെയ്യുകയും വേണം.
③കോഡിംഗ് - നുരകളുടെ ഉൽപാദന തീയതിയും ബാച്ചും കണ്ടെത്തുന്നതിന് ഉപയോഗിക്കുന്നു.
④നന്നാക്കൽ - ഉൽപ്പാദന പ്രക്രിയയിലോ ഡീമോൾഡിംഗ് പ്രക്രിയയിലോ നുരയെ ചെറിയ ഗുണനിലവാര വൈകല്യങ്ങൾ ഉണ്ടാക്കും.സാധാരണയായി, തകരാറുകൾ പരിഹരിക്കാൻ പശ ഉപയോഗിക്കുന്നു.എന്നിരുന്നാലും, FAW-Volkswagen പ്രതലം A നന്നാക്കാൻ അനുവദിക്കുന്നില്ലെന്നും, അറ്റകുറ്റപ്പണികൾ നിയന്ത്രിക്കുന്നതിന് പ്രത്യേക ഗുണനിലവാര മാനദണ്ഡങ്ങൾ ഉണ്ടെന്നും വ്യവസ്ഥ ചെയ്യുന്നു..
⑤ശബ്ദം ആഗിരണം ചെയ്യുന്ന മെഴുക് സ്പ്രേ ചെയ്യുക - ശബ്ദം സൃഷ്ടിക്കുന്നതിന് നുരയും സീറ്റ് ഫ്രെയിമും തമ്മിലുള്ള ഘർഷണം തടയുക എന്നതാണ് പ്രവർത്തനം.
⑥വാർദ്ധക്യം - അച്ചിൽ നിന്ന് നുരയെ രൂപപ്പെടുത്തിയ ശേഷം, നുരയുന്ന വസ്തുക്കൾ സാധാരണയായി പൂർണ്ണമായി പ്രതികരിക്കുന്നില്ല, കൂടാതെ സൂക്ഷ്മ പ്രതികരണങ്ങൾ ആവശ്യമാണ്.സാധാരണയായി, നുരയെ 6-12 മണിക്കൂർ കാറ്റനറി ഉപയോഗിച്ച് വായുവിൽ നിർത്തുന്നു.

തുറക്കൽ

ട്രിമ്മിംഗ്

പോസ്റ്റ്-പക്വത
അത്തരം സങ്കീർണ്ണമായ ഒരു പ്രക്രിയ കാരണം ഫോക്സ്വാഗൻ്റെ സീറ്റ് നുരയ്ക്ക് മികച്ച സുഖവും കുറഞ്ഞ ദുർഗന്ധവും കുറഞ്ഞ മലിനീകരണവും ഉള്ള പരിസ്ഥിതി സംരക്ഷണവും ഉണ്ട്.
പോസ്റ്റ് സമയം: ഫെബ്രുവരി-15-2023